Процедуры сварки электромуфтовой машины и машины для стыковой сварки полиэтиленовых труб
Существует множество методов и процессов соединения полиэтиленовых (ПЭ) труб. Мы в Welping производим контроллеры и машины, которые поддерживают электромуфтовую и стыковую сварку .
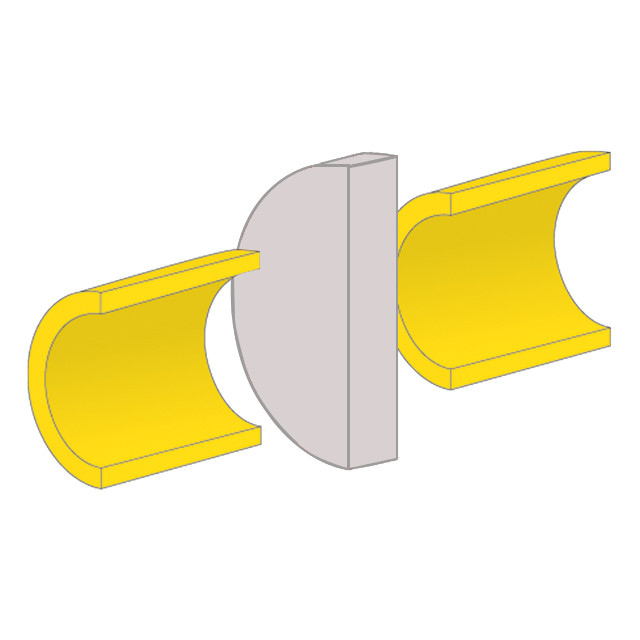
Оба процесса требуют специального оборудования и машин для успешного соединения двух труб. Основное отличие процесса электромуфтовой сварки от техники стыковой сварки заключается в том, что при электромуфтовой сварке используются фитинги (муфты/седла), которые после успешной сварки становятся неотъемлемой частью полиэтиленовой трубы. Для стыковой сварки не требуется никаких дополнительных приспособлений. Здесь трубы соединяются напрямую друг с другом.
Электромуфтовая сварка
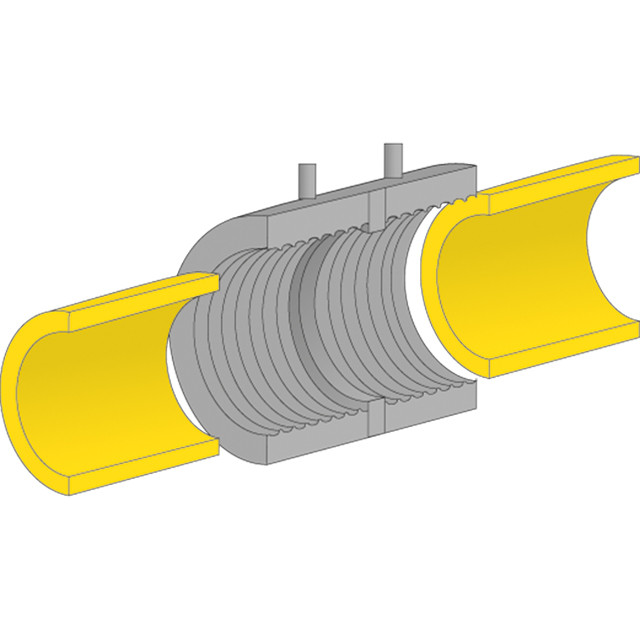
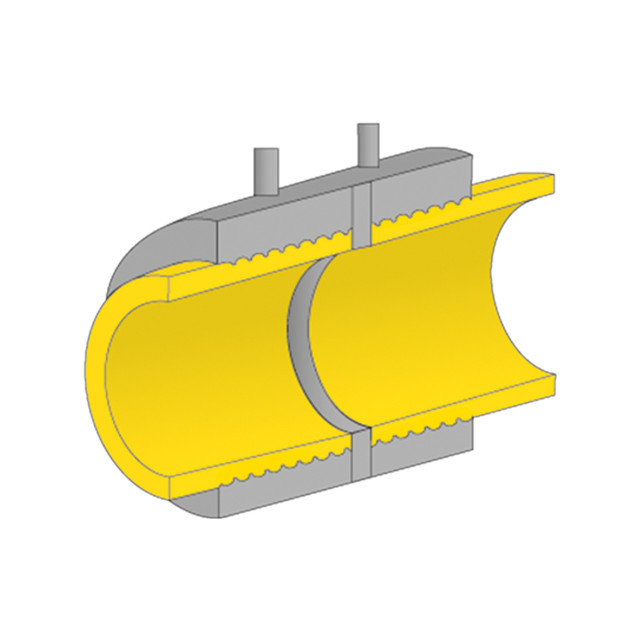
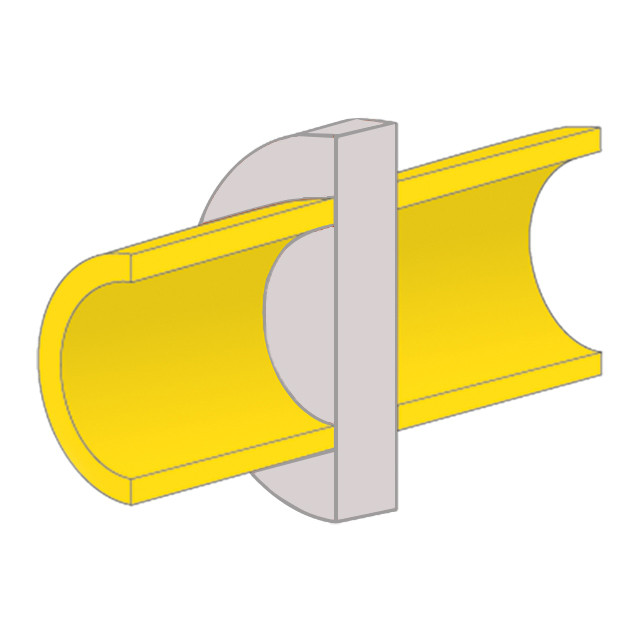
При электромуфтовой сварке на зачищенное и зачищенное соединение двух концов трубы надевается муфта (электромуфта).
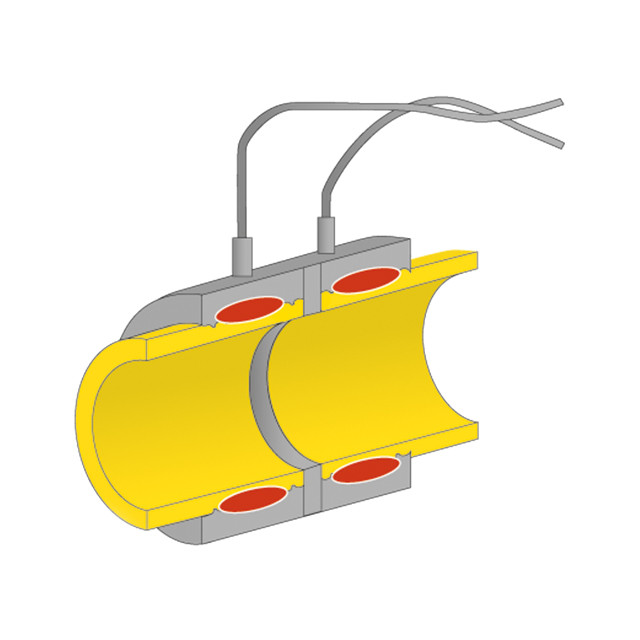
Блок управления электромуфтой подает питание на нагревательную спираль, встроенную в муфту электромуфты. Это нагревает пластик в зоне сварки до такой степени, что он плавится.
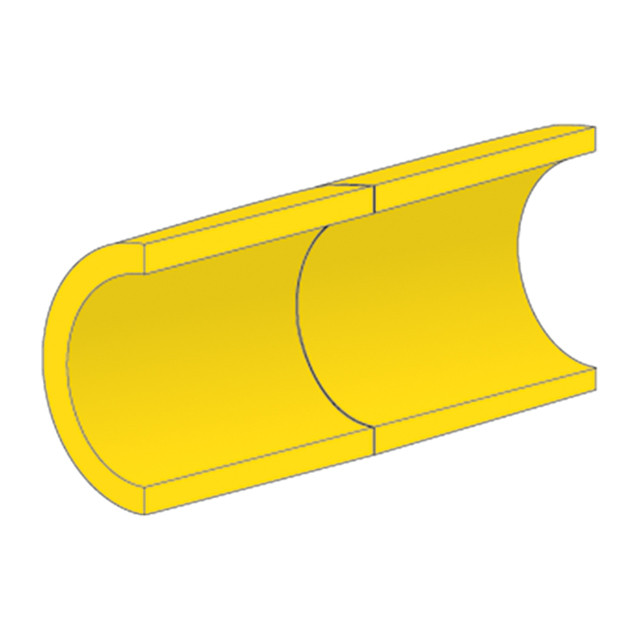
В конце времени сварки материала и продукта зона сварки снова охлаждается ниже температуры плавления пластика. Фитинг и части трубы неразрывно сплавлены между собой и образуют газонепроницаемое соединение.