







Разница между сериями ручных экструзионных сварочных аппаратов Weldy для производства пластмасс
Разница между сериями ручных экструзионных сварочных аппаратов Weldy для производства пластмасс

Weldy пластиковый экструзионный сварочный аппарат
Экструзия пластмасс — это процесс, который позволяет формовать различные изделия. Это один из основных процессов в производстве пластмасс. С помощью экструзии пластика можно формовать резервуары для воды, воздуха, газа и других жидкостей. Это устраняет возможные утечки в резервуарах. Усилитель ручного экструдера от WELDY гарантирует большую стабильность во всех моделях резервуаров.
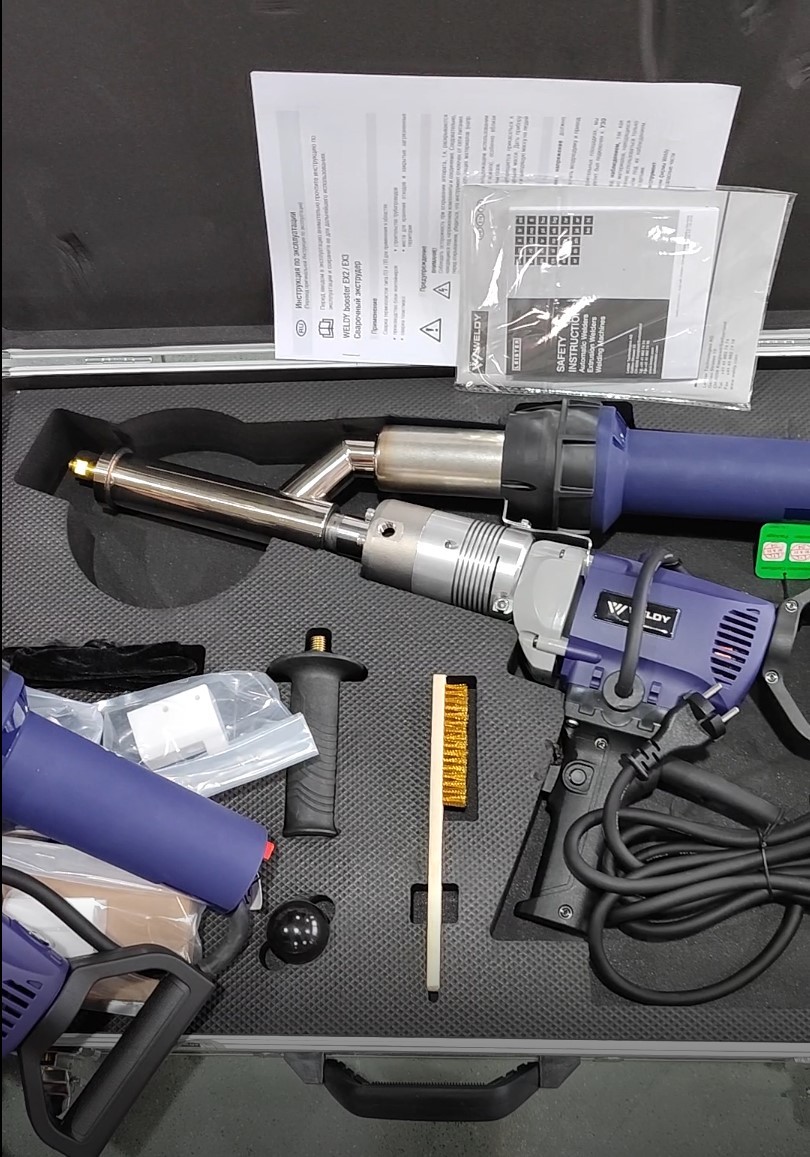
Экструзионный бустер WELDY EX2 / EX3
Говорят, что экструзионные сварочные аппараты WELDY лучшие в своем классе! Серии WELDY "booster EX2" и "EX3" обеспечивают эффективную и эргономичную сварку. Некоторые особенности:
Мощность в зависимости от ваших потребностей до прибл. 3 кг/ч
С обеих сторон легко вставлять сварочные стержни (3 и 4 мм) для различных положений сварки
Кнопка блокировки для непрерывной экструзионной сварки без особых усилий
Быстро заменяемые сварочные башмаки обеспечивают высокую производительность.
Поворотная ручка для высокой эргономики

Существуют также некоторые различия между бустерами Weldy EX2/EX3.

EX2
Объем экструзии EX2 составляет 1,5–2,2 кг/ч, а EX3 — 2,4–3,4 кг/ч.
ЕХ3
Экструзионный стержень EX3 длиннее, чем EX2, что более удобно.



Общая информация о сварке пластика
Самое главное правило при сварке пластмасс — сваривать можно только подобное. Следовательно, необходимо идентифицировать пластиковый материал и выбрать подходящий сварочный электрод. Основная сварочная операция начинается с подготовки сварочного прутка. Обрежьте конец до кончика карандаша, используя нож для обрезки или бокорезы; это обеспечивает постепенное заполнение V-образной канавки, особенно там, где она начинается в центре панели, предотвращая образование выпуклых выступов пластика. Установите сопло для скоростной сварки на энергетический инструмент WELDY, установите правильную температуру материала и дайте инструментам прогреться в течение нескольких минут перед запуском. Вставьте обрезанный сварочный стержень через устройство подачи сопла так, чтобы его нижняя сторона выступала примерно на 5 мм. Держите инструмент так, чтобы подошва сопла для скоростной сварки проходила вдоль трещины параллельно поверхности детали. Выступающий стержень должен находиться за началом V-образной канавки, чтобы тепло направлялось на начальную точку сварки. Когда на поверхности пластика появятся признаки легкого намокания, переместите сварочную насадку вдоль канавки. Носок насадки должен упираться в паз штока, а под пяткой должен быть воздушный зазор 3 мм. Постепенно вставляйте стержень в сопло с усилием руки вниз около 2,5 кг, достаточным для того, чтобы протолкнуть размягченный стержень в канавку. Чтобы оценить, как ощущается давление в 2,5 кг, возьмите короткий кусок сварочного стержня и используйте его, чтобы надавить на установленные весы, пока не будет зарегистрировано 2,5 кг. (Не применяйте направленное вниз усилие к сварному шву с помощью самого термофена). По возможности сварку следует выполнять одним непрерывным проходом по контуру трещины. Желаю удачной сварки!